
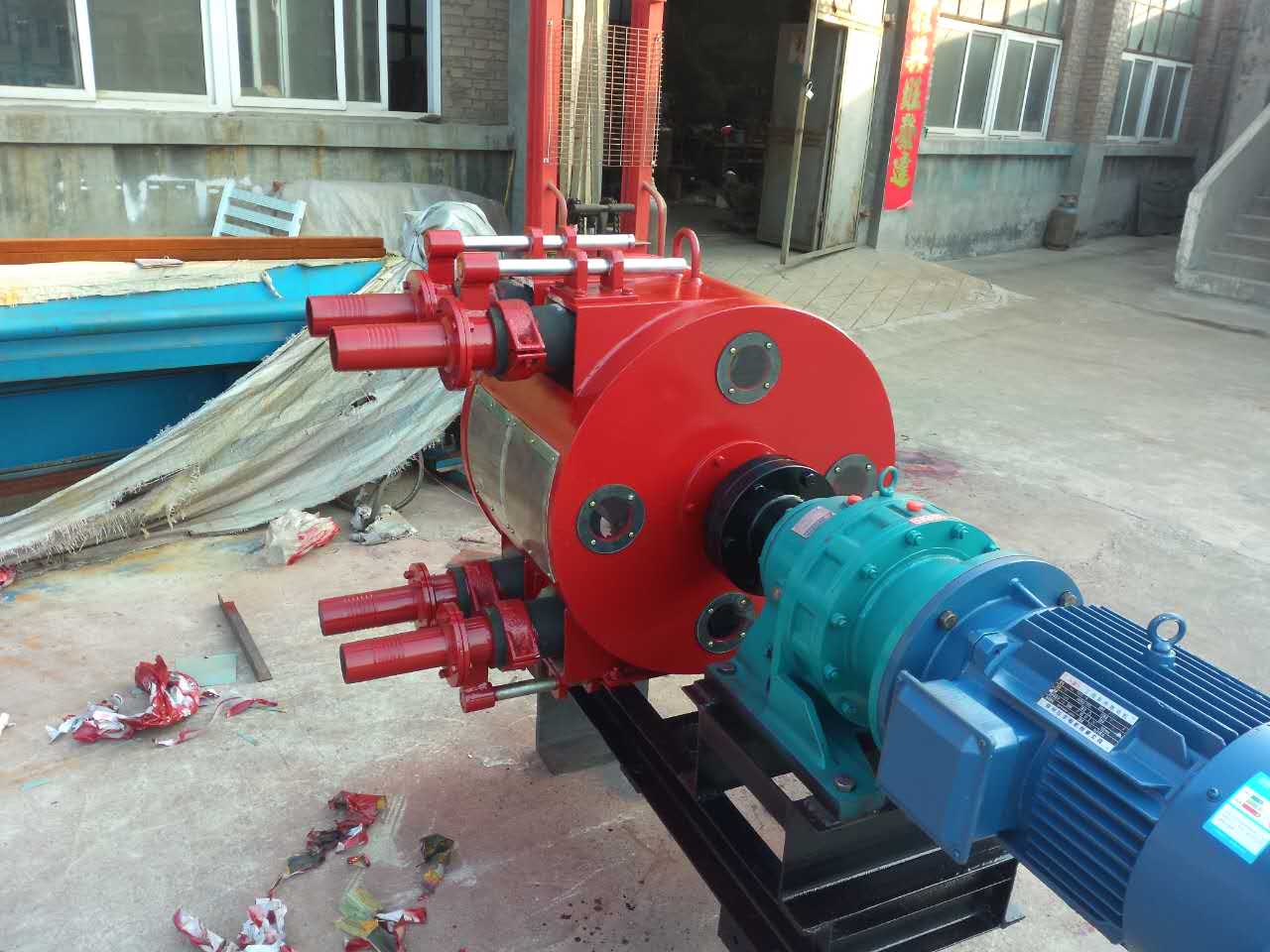


气力输送仓泵广泛应用于电厂粉煤灰,水泥,水泥生料,矿粉等物料的输送。可根据地形条件灵活布置输送管道,实现集中、分散、大高度、远距离输送,输送过程不受自然条件影响,能确保物料不受潮,环保无污染。本设备采用PLC控制系统,可自动或手动控制,通过长期实践运行后被证明:该设备性能稳定,质量可靠,输送无粉尘污染,是理想的气力输送设备。

仓泵的安装细则:
1、首先空压机和储气罐准备 查看混凝土渠道根底,渠道牢固平坦,用钢丝绳在吊装方位将设备捆好,用25t吊车将设备吊起,放置在混凝土渠道标定的规划根底方位,用胀大螺丝固定好。
2、压缩空气管道装置。
(1)断管:首先应根据现场测绘草图,在选好的管材上画线,按线断管。断管选用砂轮或手锯断管。 用砂轮锯断管:应将管材放在砂轮锯钳上,对准画线卡牢,进行断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁沬、毛刺根除洁净。 用手锯断管:应将管材固定在压力案的压力钳内,将锯条对准画线,双手握锯,锯条要坚持与管道的轴线笔直,推拉锯用力要均匀,锯口要锯到底,不允许扭断或折断,以防管口断面变形。
(2)管道、管件焊接衔接: 管道和衔接件衔接长度不能大于6米,以利于现场施工装置。管道焊接前应割坡口,坡口加工可选用机械刨边办法,现场可选用氧—乙炔焰切割办法,但有必要除掉坡口外表氧化皮,并将影响焊接质量的凹凸不平处打磨平坦。 管道焊接前要将两轴线对中,先将两管端部点焊牢,管径在100mm以下点焊3个点,管径在150mm以上点焊4个点为宜。管道焊接后有必要对焊缝进行外观查看,查看后应将阻碍查看的渣皮、飞浅物整理洁净。焊接宽度以每边不超过坡口边际2mm为宜。严禁堆焊,焊缝不得有裂纹、气孔、夹渣等缺点,咬肉深度不得大于0.5mm,长度不得大于25mm。有缺点的焊缝有必要完全根除缺点部位,从头焊接。 管材与法兰焊接时,将管材插入法兰盘内,先点焊2-3个点,再用角尺找正找平后方可进行焊接工作,法兰盘应双面焊接,其内侧焊缝不得凸出法兰密封面。法兰衔接紧密,与管中心线笔直,螺栓显露螺母尺寸不大于螺栓直径的二分之一。
待管材管件焊接结束后,按图纸请求进行装置,法兰与法兰之间加四氟乙烯垫,法兰上的螺栓要加垫片并显露2-3个丝。
3、调试与检验
锐驰机械制造有限公司位于美丽的海滨城市青岛,公司是经国家质量监督检验检疫总局核准的D1、D2类压力容器的专业制造单位,厂址临青银、济青高速和沈海高速,厂区边有三大物流园,交通便利,为产品便捷运达全国各地提供了可靠保障。
